
E310變頻器在雙變頻立式包裝機上的應用
一.設備概述:

圖1 立式包裝機外觀圖
立式包裝機適合于各類膨化食品、糖果、花生、瓜子、種子、爆米花等顆粒狀、條狀、片狀物體和奶粉、洗衣粉、淀粉、食鹽等粉狀物體以及醬包等液體的自動化包裝。包裝袋長一般為80~300mm,包裝速度為5~100包/分。
二.控制系統組成
雙變頻立式包裝機由PLC+觸摸屏+2臺E310變頻器+編碼器+色標傳感器及繼電器組成電控系統;溫控電路由智能型溫控表、固態繼電器、熱電偶元件等組成,控溫精確,顯示直觀,設定方便;機械部分包括包裝薄膜、初級導向輥筒、橡膠輥筒、導向輥筒、薄膜導向器、灌裝填充物、縱向熱封口輥筒、橫向熱封口輥筒、橫向冷卻封口輥筒、切口裝置、分袋切割裝置、成品輸出裝置等。
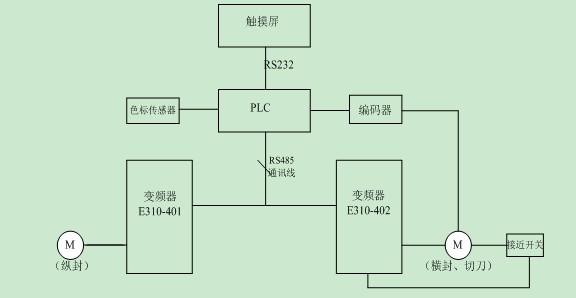
圖2 雙變頻立式包裝機工控系統
三.工作原理及流程
立式包裝機在包裝過程中通過材料拉伸進給裝置進行進給,塑料薄膜經過薄膜圓筒形成筒狀,經過熱縱封裝置封住側面,同時包裝物注入到袋中,橫封機構根據色標光電檢測裝置剪切包裝長度和位置.再經過冷封、切口、分袋切割制成成品。追蹤系統是包裝機的控制核心,由程序控制,該系統可根據被包裝物品的形狀和大小精確定位,采用正反向雙向追蹤,進一步提高了追蹤精度。對包裝材料在生產過程中出現的誤差及時發現,同時準確的給予補償和糾正,避免了包裝材料的浪費。
兩臺E310變頻器由一臺PLC通訊控制,縱封由一臺異步電機單獨拖動,橫封和切刀由另一臺異步電機拖動。正常運行時要求兩臺電機保持同步,主運行頻率由PLC給定,以保證袋長的精度。同時,薄膜標記傳感器不斷的在檢測薄膜標記(色標),機械部分的編碼器檢測主軸機械位置,上述兩種信號送至PLC,經程序運算后,如果偏差超過允許值,則由PLC輸出段速信號給控制橫封和切刀的變頻器,段速的切換由接近開關控制,主軸每轉動一圈接近開關導通一次,導通時間占1/3,以時時調整橫封和切刀速度,補償偏差,從而把包裝袋長精確控制在一定范圍內。檢測若在追蹤預定次數后仍不能達到技術要求,可自動停機待檢,避免廢品的產生。
四.變頻器性能要求及選型
要求變頻器具有RS485通訊功能,可快速響應,外部端子控制啟停、點動,有段速功能,通訊控制主頻率和段速頻率,AC 380V輸入。
選擇E310-401控制縱封電機,E310-402控制橫封、切刀電機。
|
參數 |
功能說明 |
參數 |
功能說明 |
|
00-03=1 |
外部端子控制 |
08-01=1 |
ASCII碼模式 |
|
00-05=4 |
通訊控制頻率 |
08-02=2 |
波特率設定 |
|
00-07=150 |
頻率上限 |
08-03=1 |
停止位選擇 |
|
00-08=1.5 |
頻率下限 |
08-04=0 |
無校驗 |
|
00-09=0.1 |
加速時間 |
08-05=0 |
8位數據 |
|
00-10=0.1 |
減速時間 |
10-01=1 |
反轉禁止 |
|
05-02=3.3 |
滑差補償 |
10-03=10 |
載波頻率 |
|
08-00=2,3 |
變頻器通訊站別 |
|
|
使用雙變頻控制的優勢:
1)相對于使用伺服或步進電機進行偏差補償控制的機器,使用變頻器進行偏差補償控制具有明顯的成本優勢。
2)具有較高的穩速精度和快速動態響應,簡化傳動系統,提高了機器運轉的穩定性和可靠性,延長了使用壽命,減小企業維修費用。
3)實現包裝機高效、低損耗、自動檢測等多功能。