
A510在數控車床主軸定位上的應用
一.概述
加工工件或加工刀具、夾具在每次加工結束后,必須處于規定的方位上時就要使用主軸定位機構。傳統的主軸自動定位機構常采用電氣減速機械定位方式,即主軸在加工結束后先制動停止,再設法使主軸慢轉讓機械設備(如定位鉤機構)來準確定位。主軸制動過程的速度通常處于失控狀態且有可能帶來較大的電流沖擊,其慢轉一般工作在“半制動”狀態(通常為同時通以交、直流電)或增加使用定位電機。這樣雖然也能實現主軸定位,但使電機工作于較惡劣的情形下或增加了輔助設備。
隨著變頻調速技術在機械加工設備中的廣泛應用,在主軸使用變頻調速來實現無級變速的場合,如果主軸具有定位要求則可充分利用變頻調速的優勢方便地實現主軸定位。
二.A510應用與主軸定位
1.主要技術規格
(1) 編碼器
A:編碼器可選擇線驅動、開集電極、推挽式;
B編碼器分辨率:開集電集、推挽式編碼器最多允許100KHz的脈沖回饋,以4極電機(額定轉速接近1500rpm)為例,最多允許4000線以下分辨率; 線驅動:允許規格為開集電集的3倍,即12000線分辨率以下;
(2)PG回授擴展卡規格
A:開集電集PG-O:內置+5V/+12V電源,最高接收/發送100KHz脈沖信號;
B:線驅動(差分)PG-L:內置+5V/+12V電源,最高接收/發送300KHz脈沖信號;
C:同步電機PG-PM:內置+5V/+12V電源,最高接收/發送300KHz脈沖信號;
(3)定位精度
定位誤差+/-1個脈沖以內,且不存在累計誤差問題。
2.注意事項說明
(1)使用主軸定位/轉矩控制功能要求電機或主軸必須加裝編碼器,編碼器規格需符合上述要求;
(2)編碼器至PG卡之信號線須使用屏蔽線,屏蔽層可靠接地,編碼器回授信號是主軸定位成功的關鍵;
(3)變頻器必須配置PG回授擴展卡,PG卡共3中型號,請根據編碼器種類進行匹配:JN5-PG-O:開集電極型;JN5-PG-L:線驅動(差分)型;JN5-PG-PM:同步電機專用型;如PG卡與編碼器類型不匹配則無法使用。
(4)電機U、V、W必須與變頻器輸出端U、V、W一一對應接線,不可隨意調換相序,否則電機會震動且無法使用此功能;
(5)若編碼器與電機不是一體安裝,例如編碼器安裝于主軸上,需要根據電機軸與主軸間的減速比計算出電機旋轉一圈主軸所轉動的角度,以此確定變頻器中“編碼器脈波數”的設定。例如,減速比1:2,編碼器1024線,則,變頻器中實際設定的“編碼器脈波數”應為512;同時,以此確定PG輸出齒輪比:20-30,20-31;
(6)變頻器必須使用SV矢量模式,即參數00-00=3.
3.定位功能主要參數設置及配線
(1)馬達自學習
|
參數代碼 |
建議設定值 |
參數說明 |
|
00-00 |
3 |
SV矢量模式 |
|
17-00 |
0或1 |
動態自學習 或 靜態自學習 |
|
17-01 |
馬達銘牌 |
馬達額定功率 |
|
17-02 |
馬達銘牌 |
馬達額定電流 |
|
17-03 |
馬達銘牌 |
馬達額定電壓 |
|
17-04 |
馬達銘牌 |
馬達額定頻率 |
|
17-05 |
馬達銘牌 |
馬達額定轉速 |
|
17-06 |
馬達銘牌 |
馬達極數 |
|
17-07 |
編碼器規格 |
編碼器脈波數 |
|
17-08=350 |
低于電源電壓30V |
馬達無載電壓 |
|
17-09 |
馬達額定電流的1/3 |
馬達無載電流(僅靜態自學習需要設定此參數) |
|
17-10 |
1 |
自學習使能 |
|
17-10設置為1后,進入自學習畫面,按面板“RUN”鍵開始自學習,自學習成功后面板顯示“AtEnd”,此時按“DSP”返回。若自學習失敗,則顯示“AtErr”,此時需檢查參數設置及接線是否無誤。 |
||
(2)其他主要參數
|
參數代碼 |
建議設定值 |
參數說明 |
|
00-14 |
依需求設定 |
加速時間 |
|
00-15 |
依需求設定 |
減速時間 |
|
01-08 |
5Hz |
定位起始頻率 |
|
03-02~04 |
2~4 |
多段速/多點定位之位元 |
|
03-05 |
46 |
S6端子:零伺服功能 |
|
03-06 |
51 |
S7端子:多段速/多點定位切換 |
|
03-07 |
52 |
S8端子:內部位置命令使能 |
|
07-09 |
1 |
自由停車 |
|
20-00 |
8左右 |
ASR比例增益1 |
|
20-02 |
8左右 |
ASR比例增益2 |
|
21-09 |
10Hz左右 |
定位最高頻率 |
|
21-42 |
3 |
定位模式:Z相零點定位 |
|
21-43 |
依需求 |
定位偏置脈沖數 |
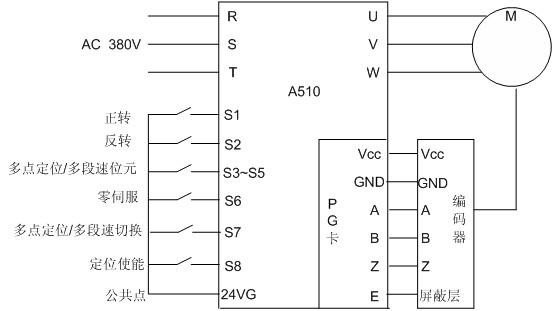
(3)接線圖示例
說明:下圖為使用多點定位功能之接線圖,如僅需要單點定位,則S3~S5,S7,S8均不需接線
4.控制流程
(1) 單獨零伺服---單點定位時:運行狀態下(S1或S2導通時),導通S6(零伺服)即會開始減速,減速至01-08所設頻率時進入定位模式,并開始尋找Z相原點(定位過程運轉速度由21-09設定),一圈內定位完成;
(2) 多點定位時:運行狀態下(S1或S2導通),同時導通S6(零伺服)、S7(多段速/多點定位切換)、S8(多點定位使能)即會開始減速,減速至01-08所設頻率時進入定位模式,并開始尋找定位點,由S3~S5等多點定位位元按二進制方式組合決定定位至第幾個內部位置,相應的內部位置定位圈數和脈波數由參數21-10~21-41決定,最多可定位16個點。
三.結語
使用A510自帶主軸定位功能的主軸定位控制方法,從實例計算可以看出大大減少了輔助工時,提高了生產效率。同時,減少了定位時的沖擊,提高了定位平穩性。實際系統使用、運行結果表明該方法既滿足了生產工藝要求又簡化了設備結構及控制過程,方便實用,運行可靠。